找商网手机端:m.zhaosw.com


扫一扫添加商家






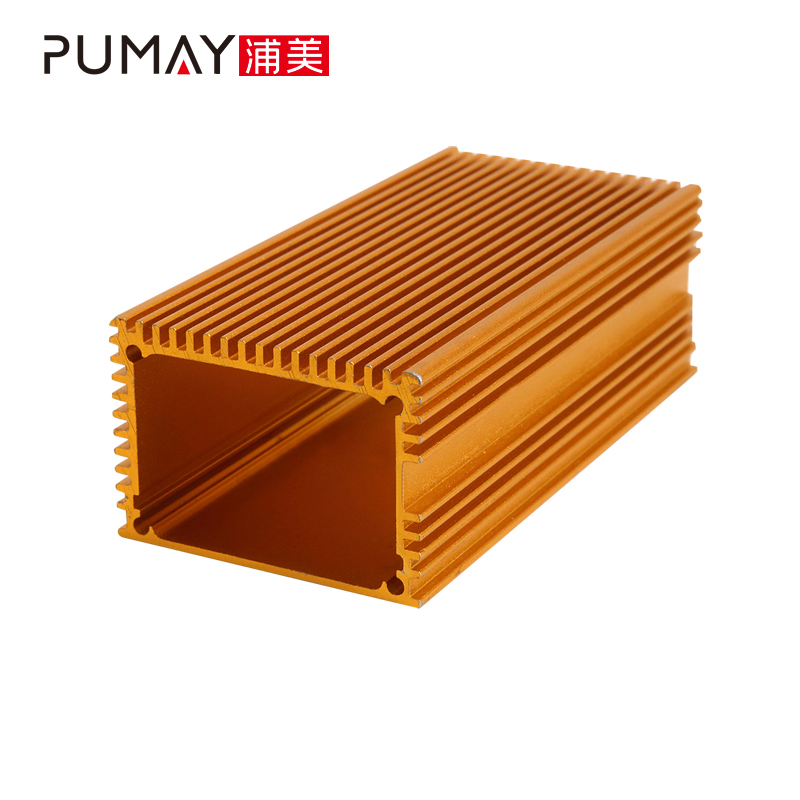
仪器仪表铝盒铝壳-48*33尺寸铝合金仪器仪表外壳-可定制各种铝盒外壳-认准浦美品牌
价格
订货量(套)
¥10.00
≥1
店铺主推品 热销潜力款
扫一扫添加商家
钳钶钶钺钹钶钻钹钼钳钺
在线客服

铝型材外壳制作需要在选定的热铝挤压加工温度范围内,根据合金成分和铝型材外壳类别的不同,其流动速度可在0.5-100m/min或更大的十分宽广的范围内变化。那铝型材外壳挤压需要注意哪些问题呢?
确定铝型材外壳允许的铝挤压加工的金属流动速度的准则是不出现表面裂纹、不形成划道、粘结工具及其他表面缺陷,保证铝型材外壳横断面几何尺寸稳定,不出现皱纹、波浪及其他缺陷。不同的铝型材生产厂家每天挤压的铝型材外壳也各有不同,在进行挤压铝外壳时需要做好以下工作:
1、选择合适的挤压机。针对于薄壁的外壳铝型材挤压时受力比较大,挤压比就需要操作人员重视起来。
2、校直。挤出的铝型材将温度降到60℃以下可调直。调直时需要拉伸,铝型材刚挤出还没有时效,比较软,拉伸时要注意力度。否则,拉伸过度容易变形。
3、选用合适的夹具。铝型材外壳拉伸需要使用夹具,尤其是外壳类铝型材,尽量使变形量控制在1%的范围内。除了选用合适的夹具外,工人操作的熟练程度也有比较高的要求。
4、在铝型材外壳制作中,取料和移动时要注意防止碰擦。操作人员小对每根料间留有空隙,每层材料之间要用毛条隔开。对弯曲和出料长短的铝型材要及时处理。毛条有阻热的效果,刚挤出的铝型材在冷却的过程中要经常翻动,避免冷却不均匀造成局部亮斑,特别是大截面的,壁厚厚的铝型材。
笔者建议操作人员多留意宽厚比高的、悬壁长的、弧度大的、壁厚巨细悬殊的、形状奇怪等型材的小脚、薄齿、长腿、圆弧面、倾斜面、开口、视点等的受力状况,避免铝型材部分或点状尺度变形、扭拧、螺旋等缺点发生。










曾小姐 销售经理
![]() 钳钶钶钺钹钶钻钹钼钳钺
钳钶钶钺钹钶钻钹钼钳钺
 立即询价
立即询价 扫码查看
手机扫码 快速查看
采购数量不能为空
联系信息不能为空
验证码不正确












